Ceramics
Utilizing the characteristics of ceramics
We are good at processing round products. Among them, I am most good at machining the inner diameter of a cylinder.
As a processing record, injection dies / extrusion dies, jigs and tools such as bushes / positioning pins that guide drills and reamers,
There are ring gauges and plug gauges.
In addition to wear resistance, these products have added functions unique to ceramics such as slipperiness, rust prevention, and insulation.
However, unfortunately, we cannot show you a sample on this page.
Here, we would like to introduce our typical processing technology.
Zirconia Ceramics Cylindrical Pipe
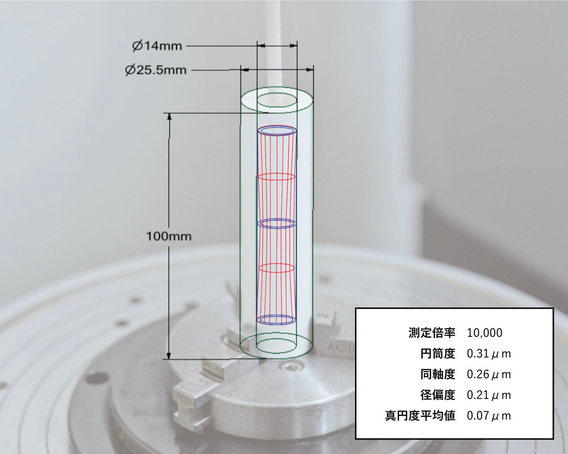
In inner diameter finishing, machining becomes more difficult in proportion to the increase in the ratio (L / D ratio) between the work length L and the work inner diameter D. Generally, L / D becomes difficult when it exceeds 3. This sample is made of zirconia ceramics, has an inner diameter of φ14 mm and a total length of 100 mm, and exceeds 7 when converted to an L / D ratio. The cylindricity of this pipe is 0.3 μm, which is extremely accurate.


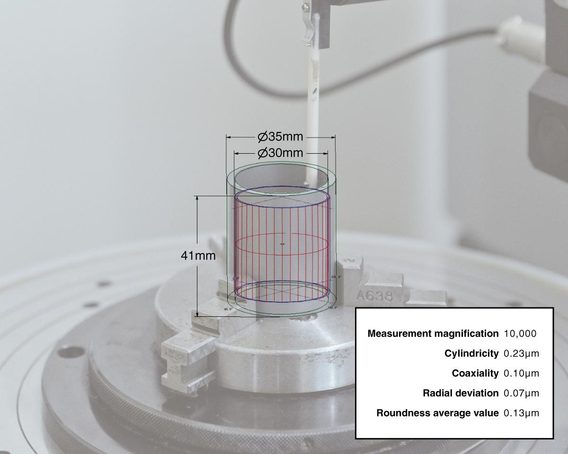
Silicon Nitride Ceramics Thin-walled Pipe
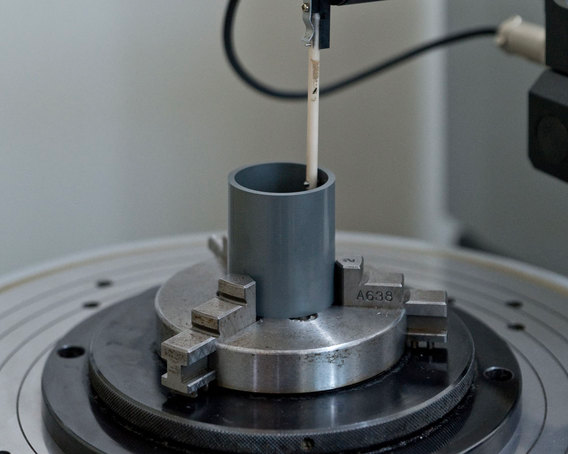
When processing thin-walled pipes, removing the distortion of the work is the biggest challenge. Workpieces with a thin wall are prone to distortion during processing.
Therefore, it is difficult to secure the cylindricity. Our unique technology enables processing with minimal distortion of the inner diameter. This sample is made of silicon nitride and has a cylindrical shape with an inner diameter of about 2.5 mm and an inner diameter of φ30 mm and a total length of 40 mm. The cylindricity of the inner diameter is finished to 0.23 μm.
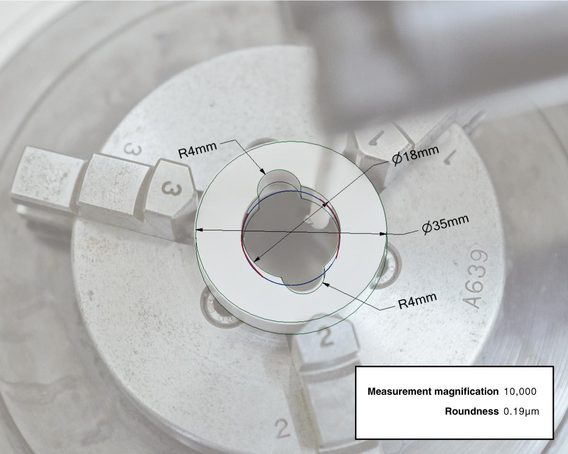
Zirconia Ceramics Inner Diameter Groove Ring

If there is a groove such as a bite on the inner diameter of the work, it will be difficult to process.
Carbide and steel can be machined with a wire electric discharge machine, but ceramics do not conduct electricity, so grooves cannot be machined by electric discharge machining.
Even for such workpieces, we can accurately process the roundness of the inner diameter.
Piston / cylinder fitting technology
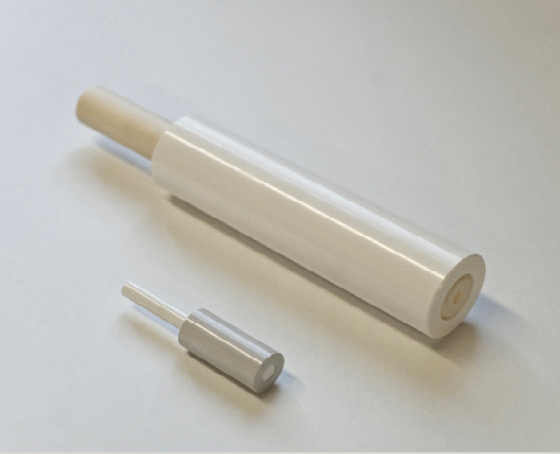
In order for the piston (plunger) to move smoothly inside the cylinder (syringe), it is essential that the roundness and cylindricity of the inner diameter of the cylinder are processed with high precision.
We are good at processing the inner diameter of cylinders (zirconia ceramic cylindrical pipe). The cylindricity of the cylinder is less than 1 μm, and the piston slides smoothly.
We also accept consultations on products with special shapes such as large diameter and long cylinders.
Burn-in / cold-fitting technology

Ceramics are more expensive than steel and have the problem of being difficult to process.
The shrink-fitting technology, which can appropriately apply to the parts where the characteristics of ceramics such as wear resistance and slipperiness are utilized, is an effective method.
The shrink fit is performed as follows. It causes thermal expansion by heating metal parts with an outer diameter. After heating, insert ceramics into the inner diameter. Since the metal of the outer diameter shrinks during the cooling process, the ceramics and the metal mechanically adhere. When ceramics are applied to forging molds, the products that have been shrink-fitted are more resistant to cracking than the ceramics alone. In addition, since it is made of steel except for the necessary parts, workability is also improved.
If ceramics are required on the outer diameter side, the metal on the inner diameter side is cooled and joined by cold fitting. However, ceramics have low tensile strength and are not suitable for products with heavy loads.